



加工结构件US09
加工结构件US09


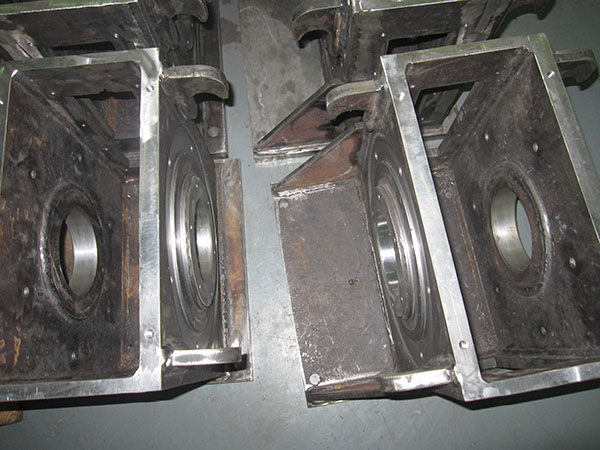






加工结构件工艺手段
1.采用亚弧焊工艺
所有焊缝和管道相贯线均采用机械手段加工。根据不同焊缝要求,采用气体保护焊、亚弧焊或交直流焊接。主要焊缝在焊接时保证平缝作业。由于管道焊缝难以检查和清洗,本公司对管道焊接一律采用打坡口,亚弧焊打底处理,有效地保证了管内焊无渣,提高了管道焊后清洁度,从而保证整个油路系统绝对清洁。
2.油箱及结构件表面处理工艺
油箱内表面的防腐一直是国内液压行业研究的关键问题之一,由于液压油中不可避免地有相当含量的不和酸,碱性氧化物,即使是从满油的箱体,表面也极易生锈,如采用一般面板处理和涂漆防腐工艺,油漆在常年的油水浸泡下极易起皮脱落,这就给液压系统带来致命的质量问题:介质补污染,过滤没备损坏,泵、阀运行失常,严重影响系统运行。计对这些问题,我们对所用材料进行抛丸处理(由专业厂进行),然后对内外表面涂船舶防腐油漆,使油箱内表面和结构件外表面可保证十年以上防腐效果。
3.实行二次装配操作工艺:
在焊接密封管道时,我们采用二次装配操作法,即对所有管道进行予装配。管道法兰和弯头先采用电焊定位,全部尺寸符合设计后,拆下管道进行焊接(氩弧焊),焊接完成后进行酸洗磷化处理。内部清洗干净后,外表面涂防锈漆再进行第二次装配,并进行密封和试压检验。
4.油路块处理工艺
我们设计的液压系统几乎全部采用集成油路设计,油路块采用优质钢锻件,村料密封好。油路块钻孔后,进行孔道人工清理铁屑工艺,由人工操作和检测仪相结合的清理检验,清除孔道内机加工留下的遗物,然后转入高压清洗机进行全六面体及孔道的喷射清洗。经检验合格后密封装入库,等待装配。
